





ซีเอ็นซีบอลสกรู

คำอธิบายพื้นฐาน
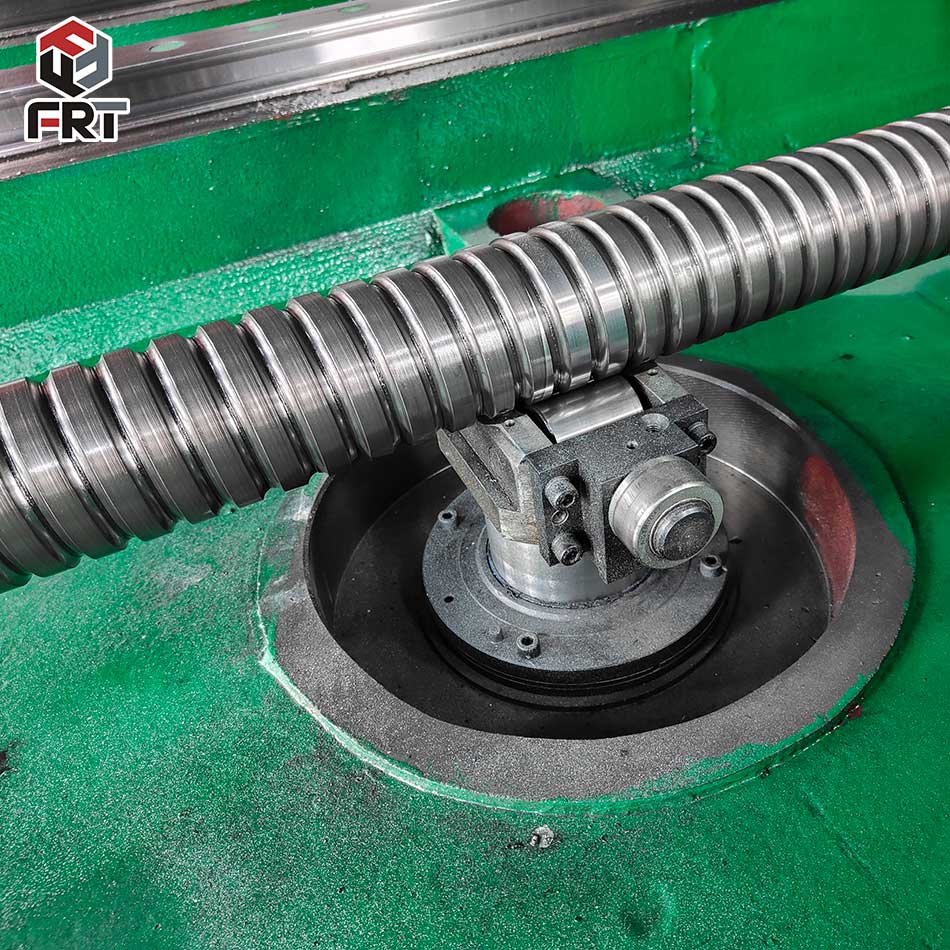
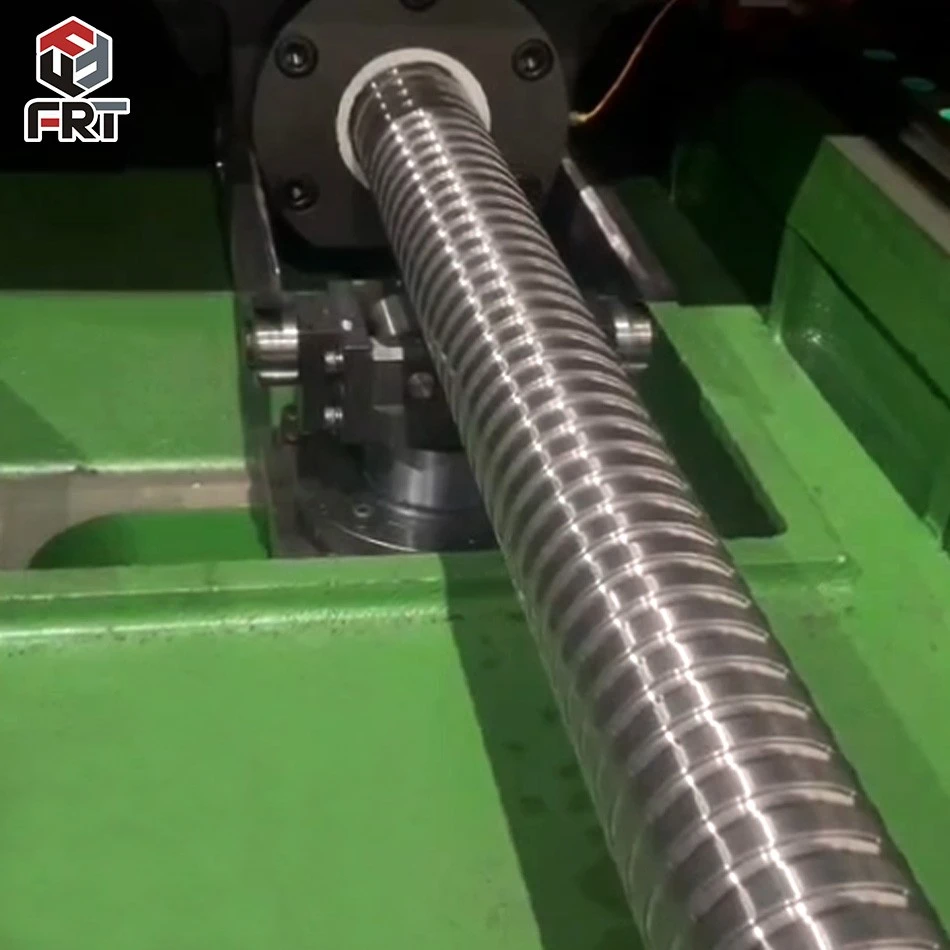
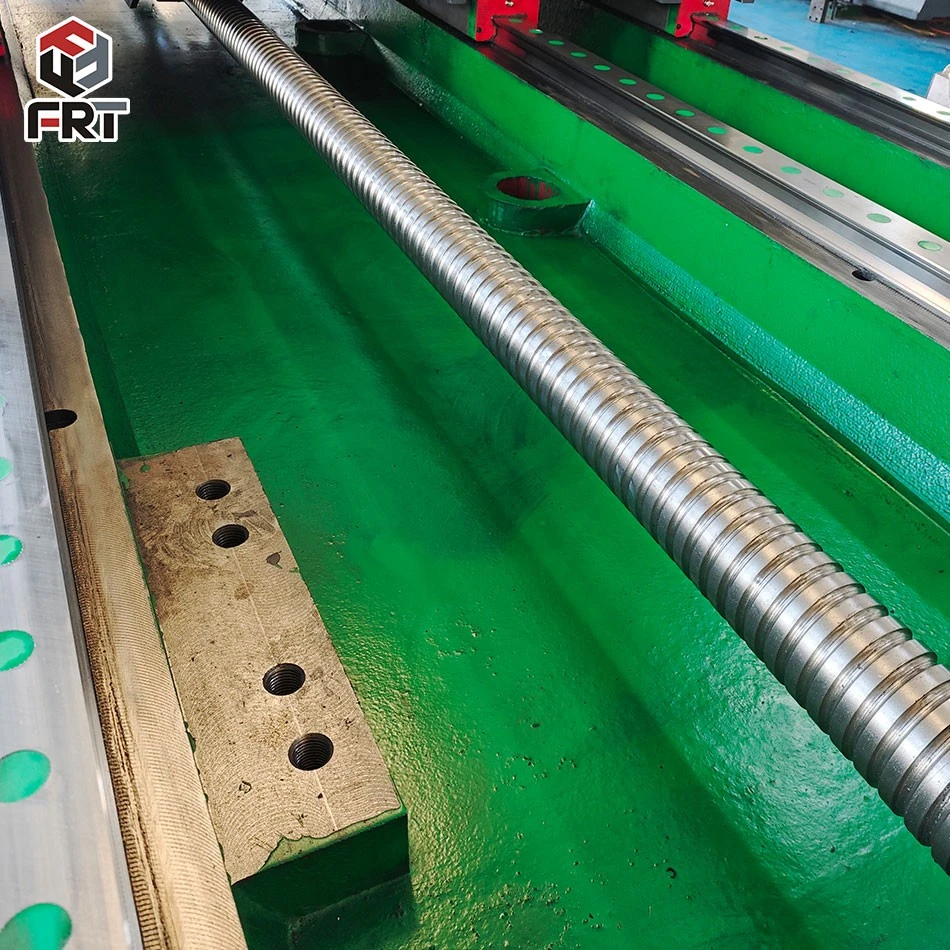
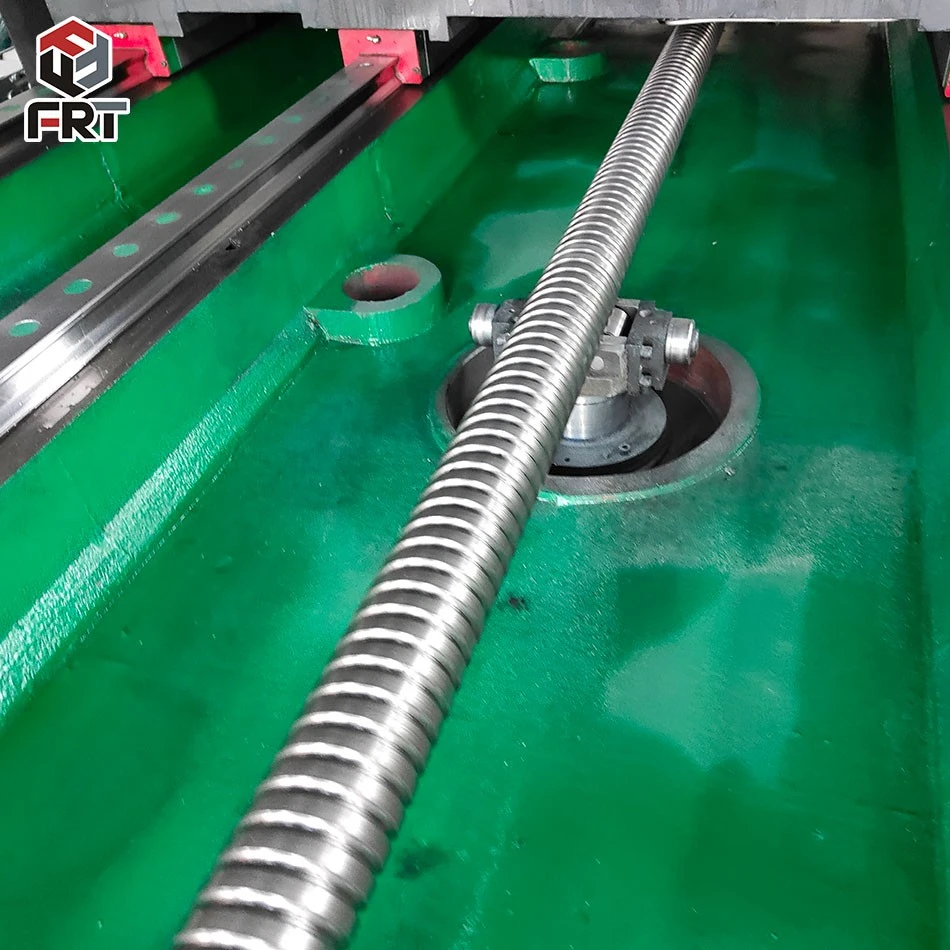
บอลสกรู CNC เป็นส่วนประกอบของระบบส่งกำลังหลักในอุปกรณ์ CNC โดยเน้นย้ำถึงความแม่นยำสูงและคุณลักษณะการส่งผ่านการสูญเสียต่ำ- พร้อมด้วยโครงสร้างที่กะทัดรัดและการประกอบและถอดชิ้นส่วนที่สะดวก ในระหว่างการทำงาน มีความต้านทานแรงเสียดทานต่ำ ใช้พลังงานน้อยลง และมีฟันเฟืองส่งผ่านเล็กน้อย ลดการเบี่ยงเบนของฟีดได้อย่างมีประสิทธิภาพ และปรับปรุงอัตราการผ่านของชิ้นงาน สามารถใช้งานร่วมกับเครื่อง CNC อัตโนมัติต่างๆ ได้ การป้อนอย่างรวดเร็วอย่างเสถียร การวางตำแหน่งที่แม่นยำ และการดำเนินการปรับขนาดเล็ก- ไม่เสียรูปหรือชำรุดง่ายเมื่อใช้งานเป็นเวลานาน- ส่งผลให้มีอายุการใช้งานยาวนาน ตอบสนองความต้องการด้านเครื่องจักรทั่วไปและการใช้งานมาตรฐานสูง- เช่น การทำแม่พิมพ์ที่มีความแม่นยำและการตกแต่งฮาร์ดแวร์ บอลสกรูเป็นส่วนประกอบพื้นฐานที่ขาดไม่ได้ในการปรับปรุงประสิทธิภาพการประมวลผลและคุณภาพของอุปกรณ์ CNC
ภาพ

พารามิเตอร์รุ่นบอลสกรูสำหรับเครื่องคว้าน CNC Gantry mil / เครื่องเจาะพื้น
|
แบบอย่าง |
เส้นผ่านศูนย์กลางที่กำหนด (มม.) |
ตะกั่ว (มม.) |
เส้นผ่านศูนย์กลางลูกบอล (มม.) |
โหลดไดนามิกพิกัด (kN) |
พิกัดโหลดแบบคงที่ (kN) |
ระดับความแม่นยำ |
|
FF5010 |
50 |
10 |
7.144 |
96 |
215 |
C3/C5 |
|
FF6316 |
63 |
16 |
9.525 |
138 |
325 |
C3/C5 |
|
FF8020 |
80 |
20 |
11.112 |
186 |
452 |
C3/C5 |
|
FF6320 |
63 |
20 |
9.525 |
145 |
332 |
C5 |
|
FF8025 |
80 |
25 |
11.112 |
192 |
460 |
C5 |
|
แบบอย่าง |
ตำแหน่งแกนเครื่องมือกลที่เข้ากันได้ |
สถานการณ์หลักที่เกี่ยวข้อง |
|
FF5010 |
แกน W-: การป้อนแท่งคว้าน การป้อนหัวกัดข้าง |
การปรับฟีด-อย่างละเอียดและการเคลื่อนช่วง-ช่วงเล็กๆ ที่แม่นยำสำหรับเครื่องคว้านพื้น- |
|
FF6316 |
แกน Z-: ฟีดสปินเดิล ตารางงานหนัก- |
การตัดหนักในเครื่องกัดโครงสำหรับตั้งสิ่งของ ฟีดหลักสำหรับเครื่องคว้านพื้น- |
|
FF8020 |
ระยะชักยาว X/Y, การยกคาน |
การเคลื่อนที่-ช่วงชักยาวและการแปลน้ำหนักสูง-ในเครื่องกัดโครงสำหรับตั้งสิ่งของขนาดใหญ่ |
|
FF6320 |
แกนป้อนความเร็วสูง- |
การป้อนอย่างรวดเร็วบน-เครื่องมือกลงานหนัก |
|
FF8025 |
แกนหมุนเร็วกำลังสูง- |
การป้อนอย่างรวดเร็วบน-เครื่องมือกลงานหนัก |
พารามิเตอร์ทางเทคนิคสำหรับบอลสกรู CNC
| รายการ | พารามิเตอร์มาตรฐาน |
| วัสดุสกรู | GCr15 / เหล็กโครงสร้างโลหะผสมคาร์บูไรซิ่ง |
| ความแข็งดับ | เหล็กแผ่นรีดร้อน60±2 |
| โครงสร้างพรีโหลด | พรีโหลดอ่อนนุชคู่ ไม่มีฟันเฟืองเกียร์ |
| ประเภทการติดตั้ง | คงที่-แบบคงที่ (มาตรฐานสำหรับระยะชักยาวพิเศษ-) |
| จังหวะที่ใช้งานได้ | 1500-8000 มม. ปรับแต่งได้ |
| ความแม่นยำของตำแหน่ง | น้อยกว่าหรือเท่ากับ 0.008 มม./300 มม |
| เครื่องประดับ | ฝาครอบกันฝุ่นแบบยืดไสลด์, การ์ดเข็มขัดเหล็ก |
| เงื่อนไขการสมัคร | โหลดหนัก ต่อเนื่องยาวนาน-การดำเนินการตัดเวลา |
วิธีการเลือกบอลสกรู CNC
ขั้นแรก ให้คำนวณโหลดจริงเพื่อให้แน่ใจว่าจะต่ำกว่าโหลดแบบไดนามิกและแบบคงที่ที่กำหนด เพื่อให้มีระยะขอบด้านความปลอดภัยที่เพียงพอ ลดการใช้โหลดลงอีกภายใต้สภาวะการกระแทกที่หนัก-เพื่อป้องกันการเสียรูปและความเสียหายของสกรู
ประการที่สอง เลือกเกรดความแม่นยำตามความต้องการในการวางตำแหน่งอุปกรณ์ เกรด C5 เป็นที่ต้องการสำหรับการตัดเฉือนที่มีความแม่นยำ ในขณะที่เกรด C7 เหมาะสำหรับอุปกรณ์ CNC ทั่วไป โดยหลีกเลี่ยงการสุ่มสี่สุ่มห้าโดยใช้ข้อกำหนดที่สูงขึ้นจนเพิ่มต้นทุน จับคู่เส้นผ่านศูนย์กลางของสกรูและลีดอย่างเหมาะสม โดยควบคุมอัตราส่วนความยาว-ถึง-เส้นผ่านศูนย์กลางอย่างเคร่งครัดสำหรับช่วงชักยาว เพื่อให้มั่นใจในความแข็งแกร่งของโครงสร้างและหลีกเลี่ยงปัญหาการสั่นพ้องระหว่างการทำงานที่ความเร็วสูง-
จับคู่ลีดกับความเร็วในการทำงาน ปรับสมดุลประสิทธิภาพการส่งและแรงขับเอาท์พุต และปฏิบัติตามช่วงค่า DN อย่างเคร่งครัดเพื่อป้องกันการสึกหรอที่อุณหภูมิสูง- สำหรับพรีโหลด ให้จัดลำดับความสำคัญของโครงสร้างน็อตคู่- โดยเลือกเกรดพรีโหลดที่เหมาะสมโดยพิจารณาจากน้ำหนักบรรทุก เพื่อกำจัดระยะฟันเฟืองของการส่งผ่านและปรับปรุงความเสถียรในการปฏิบัติงาน
ในระหว่างการเลือก ให้ตรวจสอบความเร็ววิกฤตและอายุการใช้งาน โดยจับคู่วิธีการติดตั้งส่วนรองรับปลาย-ที่เหมาะสมเพื่อปรับให้เข้ากับโครงสร้างการส่งกำลังของเครื่องมือกล ในการใช้งานรายวัน ให้พิจารณาการติดตั้งโคแอกเชียล การป้องกันการหล่อลื่น และความเร็วในการทำงาน เพื่อให้มั่นใจในความแม่นยำในการตัดเฉือนอุปกรณ์ CNC และความเสถียรในการปฏิบัติงาน ในขณะเดียวกันก็ยืดอายุของสกรู สร้างความสมดุลระหว่างการใช้งานจริงและความประหยัด
ป้ายกำกับยอดนิยม: บอลสกรูซีเอ็นซี ผู้ผลิตจีน บอลสกรูซีเอ็นซี
คู่ของ
ไม่ใช่คุณอาจชอบ






ส่งคำถาม